





宜大批量加工的數控機床夾具
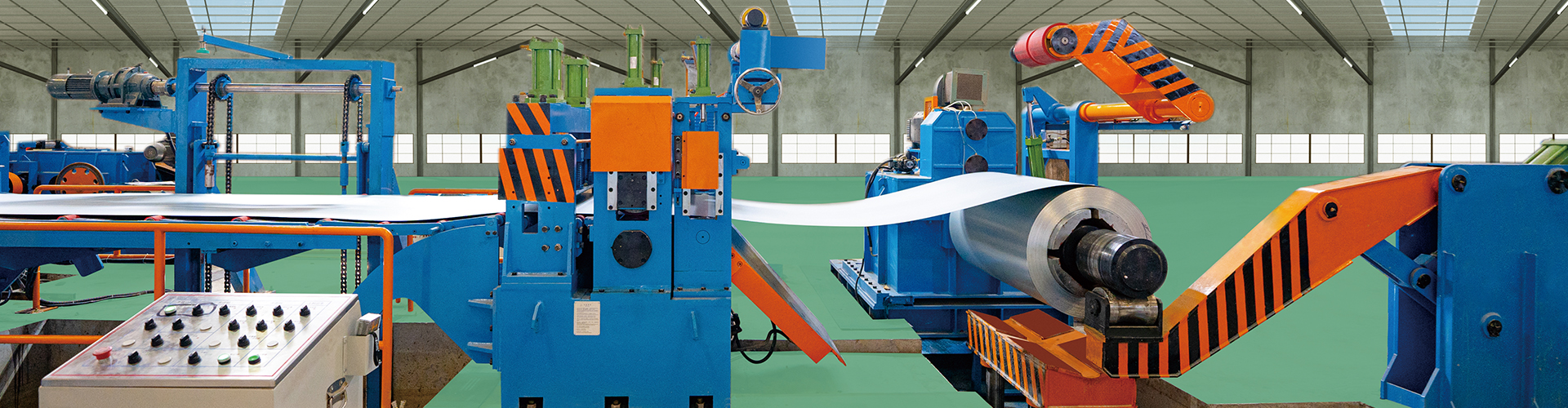
大批量加工周期=加工等待時間+工件加工時間+生產準備時間“加工等待時間”主要包括工件裝夾和更換刀具的時間。傳統的手動機床夾具“工件裝夾時間”可達到大批量加工周期的10~30%,這樣“工件裝夾”就成為了影響生產效率的關鍵性因素,也是機床夾具“挖潛”的重點對象。橫向剪切機設備橫向剪切機設備橫向剪切機設備橫向剪切機設備






飛剪機電永磁夾具
飛剪機電永磁夾具是以釹鐵硼等新型永磁材料為磁力源,運用現代磁路原理而設計出來的一種新型夾具。大量的機加工實踐表明,電永磁夾具可以大幅提高數控機床、加工中心的綜合加工效能。
有利于提高數控機床的綜合加工效能。電永磁夾具的吸力一般在15~18Kgf/cm2,因此一定要保證吸力(夾緊力)足夠抵抗切削力,一般情況下,吸附面積不應小于30cm2,即夾緊力不小于450Kgf。
飛剪機力控制原理
1.飛剪機剪機內齒輪及軸承均選用稀油循環光滑,由外部稀油站供應。
2.減速器選用油池光滑。
力控制原理對于V系列變頻器而言,由于能夠做轉矩控制,因此能夠完成收卷恒張力的控制。
對于收放卷過程中恒張力控制的實質是需要知道負載在運行當中卷徑的變化,由于卷徑變化,導致為了維持負載的運行,分體機需要電機的輸出轉矩要跟著卷徑的變化而變化。

掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com